

News
 By Hermione
By Hermione
Pvdf Coated Aluminum Coil Production Line Process
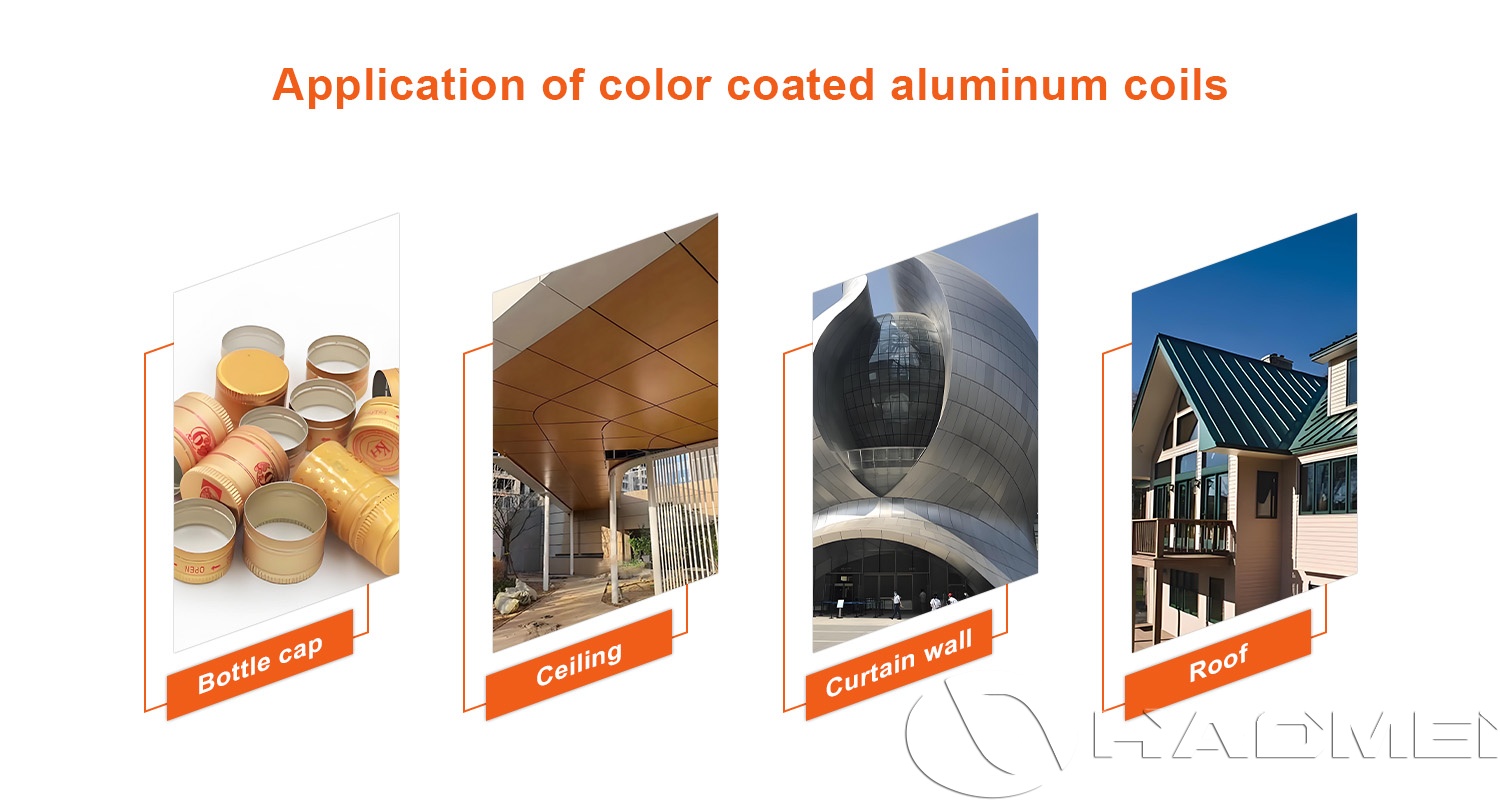
PVDF coated aluminum coil is positioned as a premium, long-life architectural and exterior-grade color coated aluminum coil engineered for UV stability, corrosion resistance, and high color retention. Typical application scenarios include metal roofing and wall cladding, aluminum composite panel (ACP) skins, curtain wall trims, fascia and soffit, rainwater systems, and other outdoor building envelope components that demand predictable performance across decades of weathering.

Substrate selection: the foundation of coating performance
A PVDF finish can only perform as well as the aluminum beneath it. In coil coating practice, the substrate is selected to balance forming requirements, corrosion environment, and dimensional stability.
Common choices include:
3xxx series (such as 3003/3004/3105): strong formability and good general corrosion resistance, widely used for roofing and cladding.
5xxx series (such as 5005/5052): improved corrosion resistance and surface appearance control, often preferred for high-end facade panels.
1xxx series (such as 1050/1060/1100): excellent conductivity and formability, more often used for general trim and indoor applications where exposure is moderate.
Beyond alloy, the temper and incoming coil quality matter: stable gauge profile, low residual oil, controlled surface roughness, and consistent mechanical properties reduce coating defects (craters, pinholes, mottling) and improve gloss uniformity after cure.
Coating system architecture: why PVDF is different
In coil coating, "PVDF" typically refers to a fluorocarbon coating system whose backbone chemistry provides exceptional resistance to UV-driven degradation. In practice, the full system includes multiple functional layers, each tuned for adhesion, corrosion barrier properties, and appearance.

A technically robust PVDF coil-coated structure commonly includes:
Pretreatment conversion layer (non-chrome or chrome depending on specification): creates a stable interface and improves corrosion resistance.
Primer: promotes adhesion and enhances barrier protection; formulation is matched to the pretreatment chemistry and end-use environment.
PVDF topcoat: provides weatherability, color and gloss retention, and chemical resistance.
Back-side service coat (or back primer + back coat): selected based on whether the coil will be laminated, bonded (ACP), or exposed to condensation.
When the end product is specified as PVDF Coated Aluminum Coil, the durability expectation is usually tied to exterior exposure (UV, heat, moisture cycling). For less demanding indoor or short-to-medium outdoor service, a PE Coated Aluminum Coil system is often used, but PVDF is the standard where long-term facade appearance is critical.
PVDF coated aluminum coil production line process: end-to-end control
A continuous coil coating line is designed to apply coatings at high speed while holding tight process windows on cleaning, film build, and curing. The steps below are integrated, with feedback loops (viscosity control, line speed, peak metal temperature) that determine final performance.
1) Uncoiling, splicing, and entry section stability
Production begins with uncoiling, coil head/tail cropping, and strip joining. Stable strip tension and alignment reduce edge buildup, tracking marks, and coating thickness variation across the width.
2) Cleaning and surface preparation
Residual rolling oil, particulates, and shop contamination directly affect wetting and adhesion. A typical entry cleaning section uses alkaline cleaning, brushing, and multiple rinses. Conductivity and pH control of the rinses are practical indicators of cleanliness consistency.
3) Pretreatment process (conversion coating)
The pretreatment process is the corrosion-performance gatekeeper. A controlled conversion layer (by chemistry, temperature, contact time, and rinse quality) improves adhesion and corrosion resistance, particularly at cut edges and formed areas. Poor pretreatment often shows up later as filiform corrosion, edge creep, or blistering in humidity testing.
4) Dry-off and strip temperature conditioning
After pretreatment, the strip is dried and brought to a controlled temperature window suitable for coating application. Temperature uniformity is important because it impacts coating flow, solvent release, and leveling.
5) Primer coating application (roll coating)
A precision roll coater applies primer to a target film thickness. Viscosity, roller hardness, nip settings, and line speed are tuned to avoid ribbing, orange peel, or skip coating. The primer is then cured to a specified peak metal temperature to lock in adhesion and barrier properties.
6) PVDF topcoat application and curing oven control
The PVDF topcoat is applied by roll coating, typically in one pass for solid colors; special effects may require tailored rheology and tighter filtering.
Curing is the most critical step for PVDF performance. The curing oven must deliver sufficient energy for full film formation without overheating the aluminum or causing color shift. Key controls include:
Peak metal temperature and dwell time (driven by line speed and oven zoning)
Exhaust balance (to remove solvents uniformly and prevent pop defects)
Clean airflow management (to avoid contamination and gloss variation)
Under-cure can reduce abrasion resistance and solvent resistance; over-bake can drive gloss loss, brittleness, or color deviation. In production, cure validation is typically linked to solvent rub resistance, pencil hardness (where applicable), and bend testing consistency.
7) Cooling, inspection, and recoiling
After cure, controlled cooling stabilizes the coating and reduces blocking risk during recoiling. Online inspection (surface defects, gloss bands, color monitoring) and offline checks (film thickness, adhesion, impact, bend) help ensure the coil ships with repeatable forming and appearance behavior.
Core Specifications (Typical Range for PVDF Coil-Coated Aluminum)
| Item | Typical Range / Options | Notes |
|---|---|---|
| Aluminum alloy | 1050, 1060, 1100, 3003, 3004, 3105, 5005, 5052 | Alloy chosen by forming and corrosion environment |
| Thickness | 0.20 to 2.00 mm | Common architectural stock: 0.30 to 1.20 mm |
| Width | 20 to 1600 mm | Subject to coating line capability |
| Coating system | Pretreatment + primer + PVDF topcoat + back coat | Two-coat two-bake is common for premium exterior |
| Topcoat dry film thickness (DFT) | 20 to 30 μm | Higher DFT may be specified for harsh environments |
| Primer DFT | 5 to 8 μm | Supports adhesion and corrosion barrier |
| Back coat DFT | 5 to 12 μm | Selected by bonding, condensation, or exposure needs |
| Gloss | Matte to high gloss | Controlled by resin/pigment package and cure |
| Finish options | Solid, metallic, special effects | Metallics require tighter process stability |
Practical application fit: translating line process into field performance
The value of a well-controlled PVDF production line is realized during fabrication and outdoor exposure:
For roll-formed roofing and cladding, consistent primer/topcoat cure and film build reduce micro-cracking during bends and improve edge durability.
For ACP skins and bonded assemblies, controlled backside coating selection and cleanliness support stable lamination and peel strength.
For facade panels, tight color and gloss control across coils minimizes batch-to-batch visual mismatch, especially on large elevations.
-

1100 H14 Prepainted Aluminum Coil Price
Learn what shapes 1100 H14 prepainted aluminum coil price: alloy and temper basics, PE/PVDF coating processes, key specifications, and typical applications.
2026-01-13
-

Cold Rolled 1050 1060 1070 1100 1200 Color-Coated Decorative Aluminum Coils
In architectural decoration, home appliance housings, advertising signage, and industrial decoration, cold rolled color-coated aluminum coils are gradually replacing traditional steel materials due to their attractive appearance, excellent processability,
2025-12-30
-
3003 3004 3005 Color Coated Aluminum Coil
Explore 3003, 3004, and 3005 color coated aluminum coil, including alloy features, coating systems, specifications, and building applications.
2026-04-13
Contact Directly
-

ADD: No.14 Waihuan Road, CBD, Zhengzhou, China
-

WhatsApp: +86-18703635966
-

E-MAIL: sales@alummc.com
