

News
 By Hermione
By Hermione
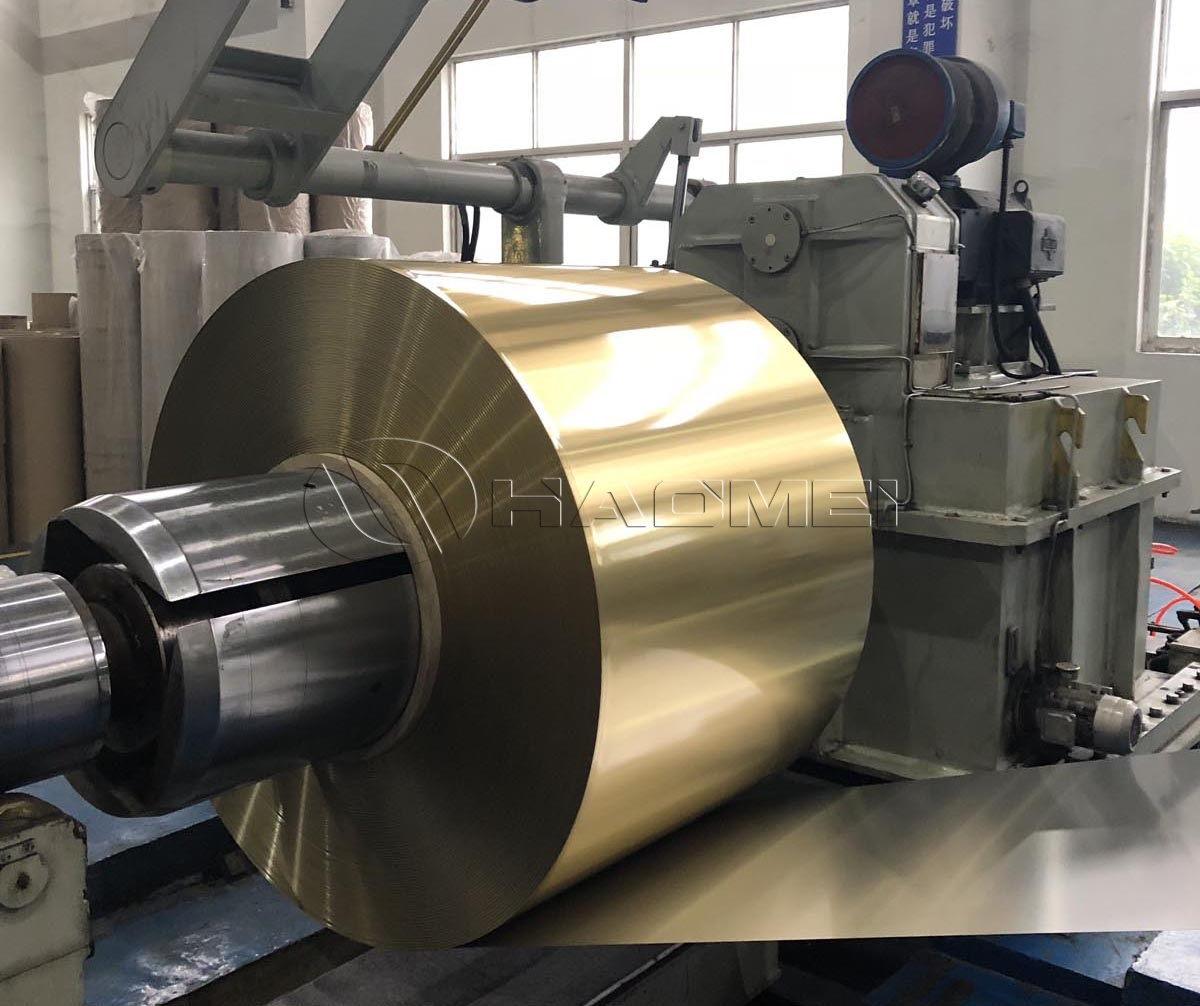
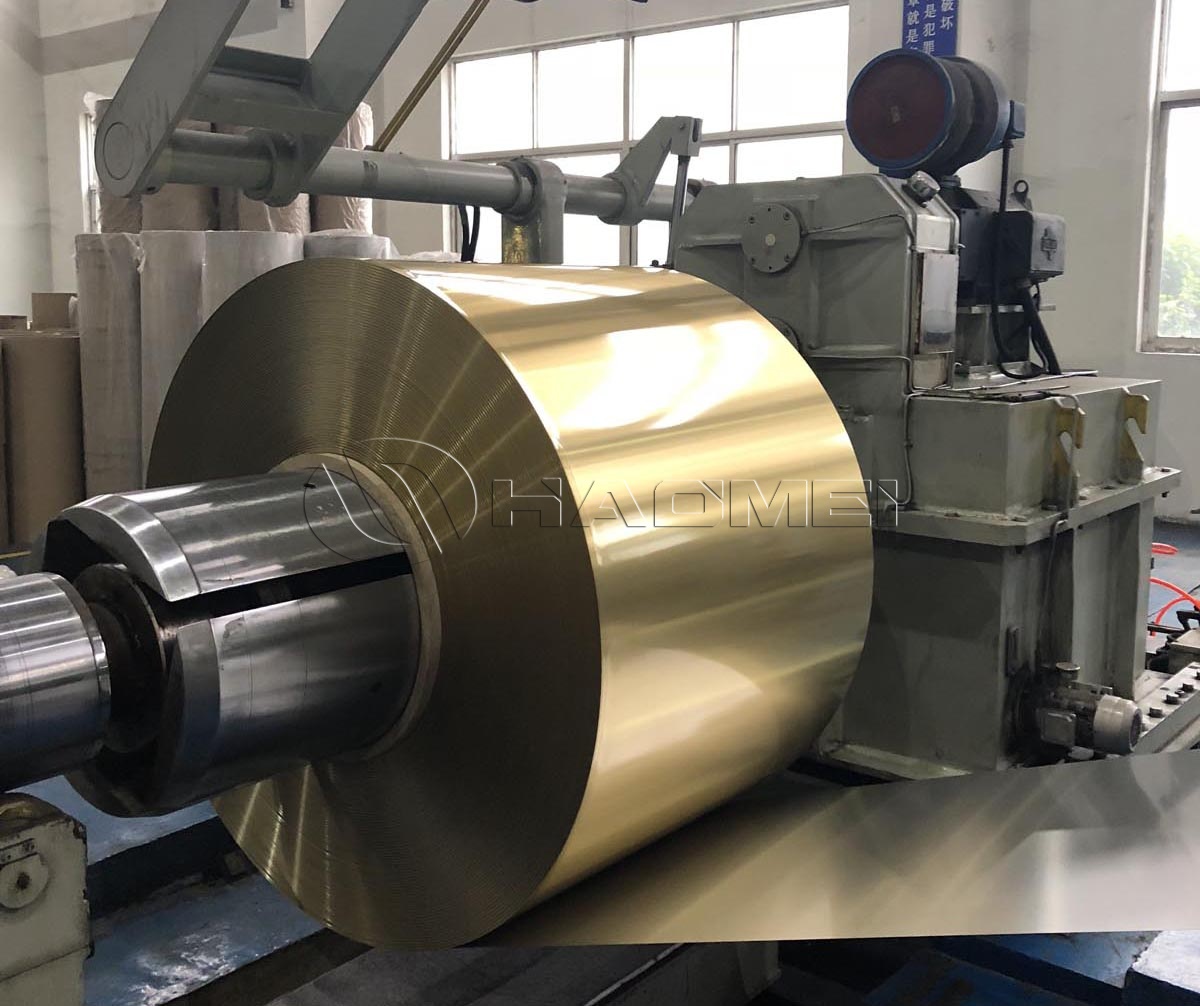
Thickness Of Pvdf Coating On Aluminum Coil
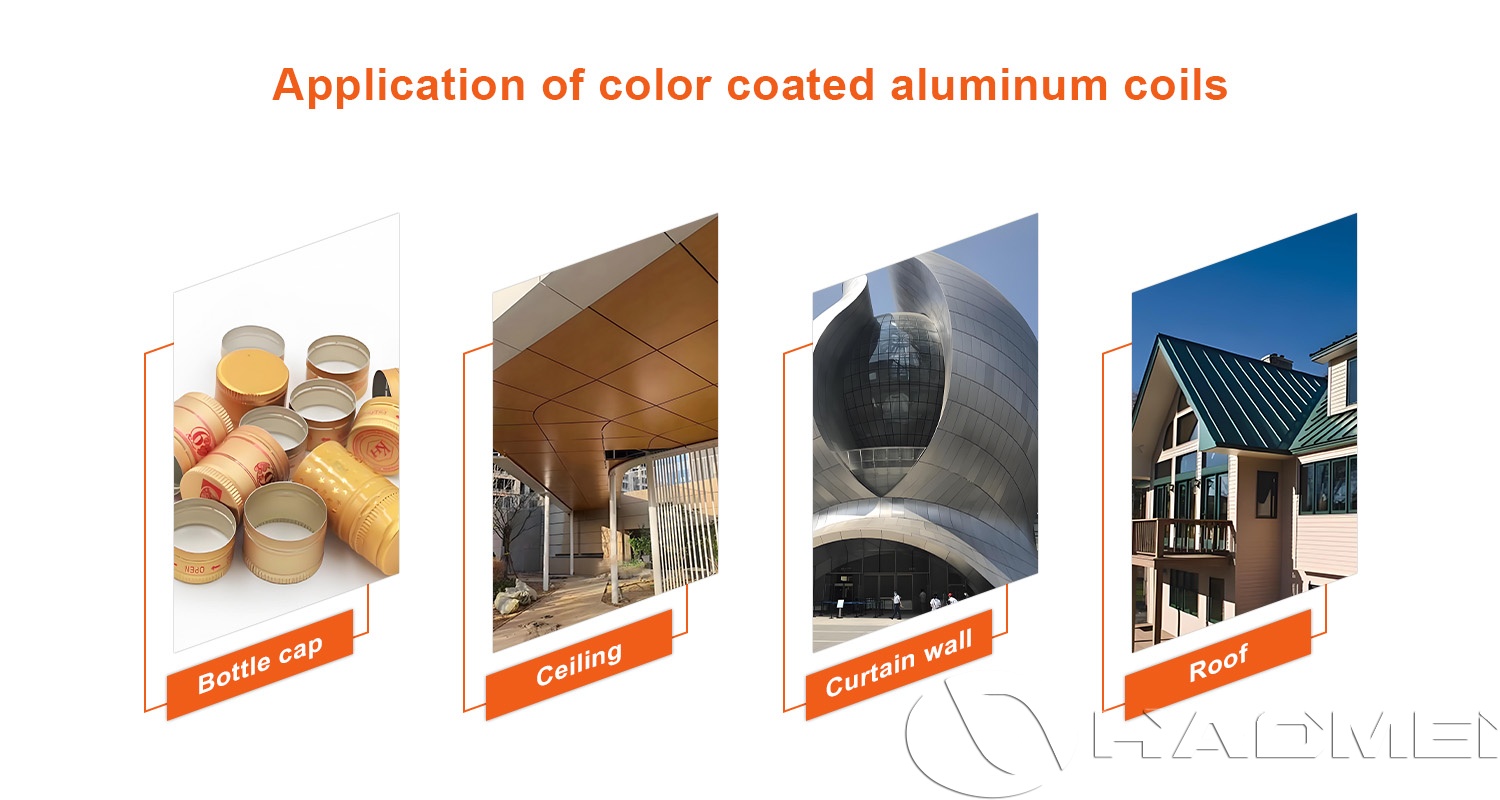
PVDF-coated aluminum coil is positioned as a premium, long-life pre-painted metal for exterior building envelopes where color retention and weather resistance must remain stable for years. Typical application scenarios include architectural facades, metal roofing, wall panels, rain-screen systems, soffits, and other exposed components in high-UV or coastal environments.
Why PVDF Coating Thickness Matters
In a coil-coated product, the most practical way to discuss PVDF paint thickness is by dry film thickness (DFT). DFT is the cured coating thickness after solvents have evaporated and the film has crosslinked in the oven. For PVDF systems, DFT directly influences:
UV durability and color retention: PVDF resin provides excellent resistance to photochemical breakdown; however, insufficient topcoat DFT can reduce long-term gloss retention and accelerate chalking when the film becomes too thin over peaks or formed edges.
Corrosion and barrier protection: Thicker, well-cured films generally improve barrier performance, especially when paired with proper pretreatment and primer. That said, corrosion resistance is not "thickness-only"; adhesion and pretreatment quality are equally decisive.
Formability and edge coverage: Coil is frequently roll-formed or stamped. A film that is too thick may crack under severe deformation; too thin can expose micro-defects and reduce edge protection.
Aesthetic uniformity: Adequate DFT helps level the coating, improving hiding power and minimizing roller marks or substrate read-through, particularly on wide coils.
In practice, the "right" PVDF coating thickness is a balance: durable enough for long exposure, but not so heavy that flexibility, adhesion, or production stability is compromised.
Typical PVDF Coating System on Aluminum Coil
A PVDF coil coating is not just one layer. It is a system engineered to bond to aluminum, resist corrosion, and maintain appearance.
Substrate: Common alloys for architectural coil include 3xxx and 5xxx series (e.g., 3003, 3004, 3105, 5005, 5052), selected based on forming needs, strength, and end-use environment.
Pretreatment: A conversion coating (often chrome-free) provides the chemical anchor and under-film corrosion resistance. Poor pretreatment cannot be "fixed" by simply increasing PVDF DFT.
Primer: The primer improves adhesion, enhances corrosion resistance, and supports forming. It also acts as a compatibility layer between pretreatment and PVDF topcoat.
PVDF topcoat: The exterior face uses a fluoropolymer-based topcoat (often 70% PVDF resin in architectural grade formulations). This layer is responsible for the key weathering properties.
Back coat (service coat): The reverse side typically uses a functional coating to protect the coil during fabrication and service; its thickness depends on installation and design.
When specifying PVDF Coated Aluminum Coil, thickness should be defined for each relevant layer (primer and topcoat, front and back) because performance is system-dependent.
Core Specification Table: PVDF Coating Thickness on Aluminum Coil
Below is a commonly used specification range for architectural PVDF coil coatings. Actual targets vary by standard, color (especially metallics), gloss level, and exposure severity.
Table: Typical PVDF Coil Coating Thickness (DFT) and Related Specs
| Item | Typical Range / Option | Notes |
|---|---|---|
| Front side PVDF topcoat DFT | 20–25 μm | Common architectural target for exterior durability |
| Front side primer DFT | 5–8 μm | Works with pretreatment to improve adhesion and corrosion resistance |
| Total front side DFT (primer + topcoat) | 25–33 μm | Often used as a practical spec for quality control |
| Back coat DFT | 5–12 μm | Selection depends on fabrication and installation exposure |
| Coating structure | 2-coat (primer + PVDF) or 3-coat | 3-coat may be used for special colors/effects or enhanced durability designs |
| Gloss | Matte to high gloss | Gloss impacts perceived uniformity and chalking visibility |
| Curing | Continuous oven bake | Film performance depends on achieving full cure, not just thickness |
| Common thickness tolerance (per side) | Project/standard dependent | Typically controlled by line speed, viscosity, roll settings, and wet pickup |
How Thickness Is Built in the Coil Coating Process
Coil coating is a continuous process where thickness control must remain stable over thousands of meters. PVDF thickness is primarily determined by wet film pickup and solids content, then finalized by oven cure.

1) Surface preparation and pretreatment
Aluminum is cleaned to remove rolling oil and contaminants, then chemically treated to create a stable conversion layer. Even with a robust PVDF topcoat DFT, inadequate pretreatment can lead to adhesion loss, filiform corrosion, or under-film blistering.
2) Primer application
The primer is applied by precision roll coaters. Primer thickness affects both corrosion resistance and forming performance. Too thin can reduce barrier and adhesion; too thick can decrease flexibility and raise solvent retention risk if not cured correctly.
3) PVDF topcoat application
The PVDF topcoat is roll-coated to a controlled wet film thickness. The relationship between wet film and DFT is driven by coating solids and shrinkage during cure. Thickness uniformity across coil width is managed through roll crown, nip pressure, viscosity control, and tension stability.
4) Oven curing and crosslinking
PVDF performance depends on reaching a complete cure window. Under-cure can cause lower chemical resistance, blocking, and early chalking; over-bake can degrade color and reduce flexibility. A correct DFT with incorrect cure is still a failure mode, so thickness specifications should be paired with cure verification (e.g., solvent rub, MEK resistance, DSC-based methods, or process validation metrics).
5) Quality verification (DFT measurement)
DFT is commonly checked using calibrated non-destructive gauges on finished coil and verified against reference panels. For system reliability, DFT checks are typically combined with adhesion (cross-hatch), impact, bend/T-bend, and corrosion tests (salt spray or cyclic tests as required).
Practical Thickness Selection by Application Exposure
PVDF thickness is often chosen based on exposure intensity and fabrication severity rather than a single universal value.
Exterior facades and rainscreens: Front-side total DFT is commonly specified in the mid-20 μm to low-30 μm range to support long-term UV and color stability.
Roofing and high-UV elevations: Similar or slightly more conservative targets may be used due to high irradiance and thermal cycling.
Coastal or industrial atmospheres: Barrier needs increase, but the best improvement typically comes from a combined approach: robust pretreatment + adequate primer + stable PVDF topcoat DFT, plus attention to cut-edge design and drainage.
High-forming components (tight radii, deep draws): Excessive topcoat thickness may increase crack risk at bends; primer flexibility and cure balance become critical.
Where interior performance is the priority rather than long-term UV resistance, a PE Coated Aluminum Coil is often specified, and thickness targets may differ because the resin chemistry and durability expectations are not the same.
Thickness-Related Failure Modes Seen in Real Projects
From a materials engineering perspective, thickness is most useful when tied to specific risks:
Early chalking or gloss loss: Can be linked to low PVDF topcoat DFT in combination with under-cure or aggressive exposure.
Micro-cracking at formed edges: Often driven by an overly heavy or over-baked film, tight forming radii, or mismatched primer/topcoat flexibility.
Adhesion loss or peeling: Frequently pretreatment-related; increasing PVDF thickness rarely solves the root cause.
Color non-uniformity across width: May correlate with wet film instability, viscosity drift, or roll coater imbalance, not simply average DFT.
Key Takeaway for Specifications
For durable architectural products, specifying PVDF coating thickness should be done as system DFT (primer + topcoat) on the front side, with clearly defined measurement methods and cure requirements. This aligns coating design, line control, and end-use performance so that PVDF's inherent weathering advantages translate into predictable service life.
-
5052 Color Coated Aluminum Coil For Marine Use
5052 color coated aluminum coil for marine use delivers salt spray resistance and durability with PVDF/PE systems, controlled coil coating process, and stable H32 properties.
2026-01-23
-
Color Coated Aluminum Coil For Roofing Sheets
This article introduces color coated aluminum coil engineered for roofing sheets, positioning it as a lightweight, corrosion-resistant, and formable substrate for roll-formed roof panels in industrial, commercial, and residential buildings.
2026-01-07
-

3003 Color Coated Aluminum Coil For Roofing
Explore 3003 color coated aluminum coil for roofing, including alloy features, PVDF and PE coating options, core specs, and roofing applications.
2026-04-07
Contact Directly
-

ADD: No.14 Waihuan Road, CBD, Zhengzhou, China
-

WhatsApp: +86-18703635966
-

E-MAIL: sales@alummc.com
