

News
 By Hermione
By Hermione
Camouflage Color Coated Aluminum Coils for Off-Road Vehicle Bodies
Camouflage color coated aluminum coils are positioned for lightweight exterior body panels used on off-road vehicles, expedition trailers, utility trucks, camper shells, ATV accessories, and specialty equipment housings. The product combines the corrosion resistance of aluminum alloy with a pre-painted camouflage finish, supporting body skins, side panels, roof panels, wheel arch trims, tailgate covers, storage box shells, and other formed or riveted components exposed to outdoor environments.

Product Concept and Body Panel Requirements
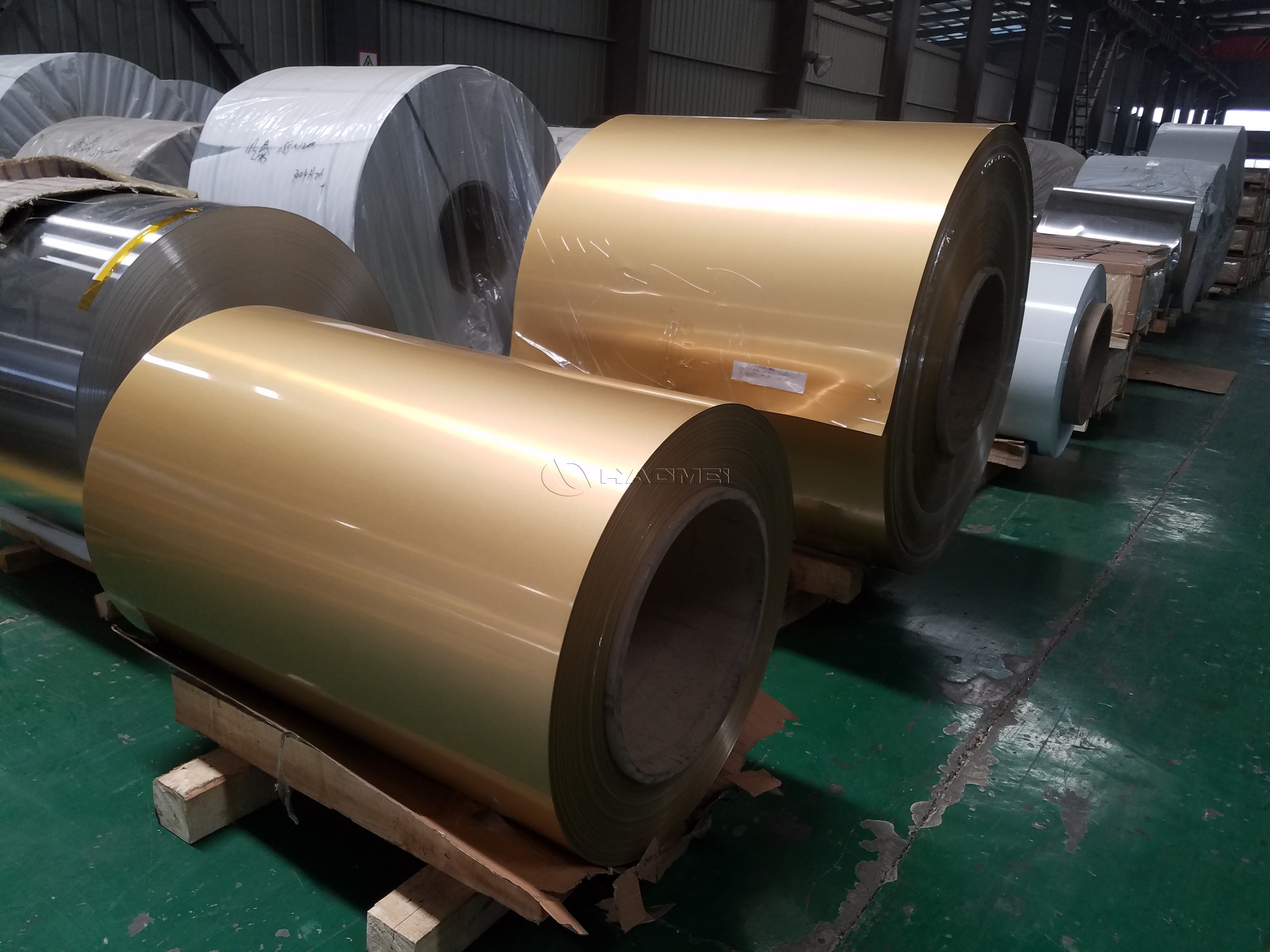
Off-road vehicle bodies are exposed to vibration, stone impact, mud, rain, UV radiation, temperature cycling, and repeated washing. Compared with post-painted sheet fabrication, pre-coated aluminum coil allows the camouflage finish to be applied under controlled coil-coating conditions before slitting, leveling, cutting, and forming. This helps improve coating uniformity, color consistency, and production efficiency for batch manufacturing.
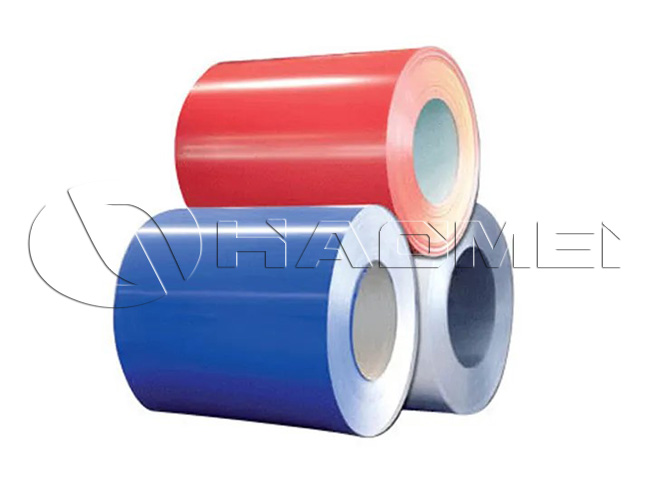
The camouflage surface can be designed as woodland, desert, digital, snow, tactical grey-green, or low-gloss custom patterns. For vehicle applications, the coating system normally emphasizes matte appearance, scratch resistance, weatherability, adhesion after bending, and resistance to moisture and cleaning chemicals.
The product category is closely related to Camouflage Color-Coated Aluminum Coil, with adjustments in alloy, temper, coating thickness, and surface gloss according to forming depth and service environment.
Material Structure of Camouflage Coated Aluminum Coil
A typical camouflage color coated aluminum coil for vehicle body use includes an aluminum substrate, chemical pretreatment layer, primer, color or pattern coating layer, protective topcoat, and back coating. The exact structure depends on whether the part is used as an outer visible panel, inner lining, roof skin, decorative trim, or modular body enclosure.

The pretreatment layer is important for corrosion protection and coating adhesion. Chrome-free pretreatment systems are widely used where environmental compliance is required. The primer improves bonding between the substrate and the top coating, while the back coating supports handling protection and balanced coating stress during forming.
For long-term outdoor exposure, PVDF Coated Aluminum Coil is often used because of its strong UV resistance, color retention, and chemical stability. PE or modified polyester coatings may be used for interior panels, accessories, or applications where weathering requirements are moderate. Polyurethane or high-durability polyester systems can also be considered when flexibility and abrasion resistance are key design points.
Commonly Used Aluminum Alloys
Alloy selection determines formability, strength, corrosion resistance, and dent resistance. For off-road vehicle body panels, 3xxx and 5xxx series aluminum alloys are more common than pure aluminum grades because they provide better mechanical performance while maintaining good processability.
3003 aluminum alloy: A widely used Al-Mn alloy with good corrosion resistance and moderate strength. It is suitable for exterior skins, roof panels, storage box covers, and formed body panels that require stable bending performance.
3004 and 3105 aluminum alloys: These alloys offer higher strength than 3003 while retaining good formability. They are suitable for larger side panels, trailer body skins, and modular enclosure panels.
5052 aluminum alloy: A typical Al-Mg alloy with higher strength, good fatigue resistance, and excellent corrosion resistance. It is often used for off-road vehicle bodies, toolboxes, wheel arch covers, and panels exposed to vibration and moisture.
5754 aluminum alloy: Provides good strength and corrosion resistance, commonly used in transportation and vehicle panel applications where durability and weldability are important.
5083 aluminum alloy: Offers higher strength and excellent corrosion resistance, suitable for heavy-duty applications, reinforced body modules, and severe-service environments. Its forming requirements should be evaluated carefully due to higher strength.
1060 and 1100 aluminum alloys: These pure aluminum grades provide excellent formability and corrosion resistance but lower strength. They are more suitable for decorative trims, interior panels, and light-duty covers rather than main exterior body skins.
Core Specifications for Camouflage Color Coated Aluminum Coils
| Item | Typical Specification |
|---|---|
| Product type | Camouflage color coated aluminum coil for off-road vehicle body panels |
| Common alloys | 3003, 3004, 3105, 5052, 5754, 5083; 1060 and 1100 for light-duty decorative parts |
| Temper | H14, H24, H32, H34, O temper depending on forming requirements |
| Thickness | 0.50-2.00 mm common; thicker gauges available for reinforced panels |
| Width | 600-1600 mm, subject to coil coating and slitting capability |
| Coating system | PE, HDP, PU, PVDF, or customized weather-resistant coating systems |
| Top coating thickness | Typically 18-35 μm depending on coating type and durability target |
| Primer thickness | Typically 5-8 μm |
| Back coating thickness | Typically 5-15 μm |
| Surface pattern | Woodland, desert, digital, snow, grey-green, brown-green, matte tactical camouflage |
| Gloss level | Low gloss or matte, commonly 5-30 GU according to design requirements |
| Coil inner diameter | 405 mm, 505 mm, or 508 mm |
| Coil weight | Commonly 1-5 tons per coil, depending on thickness and width |
| Processing compatibility | Slitting, leveling, shearing, roll forming, bending, riveting, bonding, and panel lamination |
| Key performance items | Adhesion, T-bend, pencil hardness, impact resistance, salt spray resistance, UV aging, color difference control |
Coating Performance and Surface Design
Camouflage patterns for off-road vehicle bodies require both visual stability and mechanical reliability. During production, base color uniformity, pattern registration, coating viscosity, oven temperature, line speed, and curing degree all affect the final surface quality.
For matte camouflage finishes, gloss control is especially important. A low-gloss surface reduces reflection and gives the body panel a rugged appearance, but excessive matting agent can influence coating flexibility or stain resistance. The coating formulation must balance appearance, bending performance, and cleanability.
Color difference control is another key point. Vehicle body panels are often assembled from multiple sheets cut from different coil sections. Consistent Delta E control helps maintain visual continuity across doors, side walls, roof panels, and accessory covers. In batch production, master color panels and controlled sampling are normally used to verify each camouflage tone.

Processing Considerations for Vehicle Bodies
Pre-coated aluminum coil is generally processed into flat sheets or shaped panels before assembly. During slitting and cutting, edge burr control helps reduce coating damage and improves assembly quality. In bending or roll forming, the inner radius should match alloy temper, coating flexibility, and sheet thickness to avoid micro-cracking on the outer coating surface.
For riveted or mechanically fastened body structures, isolation between dissimilar metals should be considered to reduce galvanic corrosion, especially when aluminum panels are connected to steel frames. Sealants, washers, coated fasteners, and proper drainage design can improve long-term service performance.
Adhesive bonding is also used in lightweight vehicle bodies. In this case, the back coating or bonding surface should be compatible with the adhesive system. Surface cleanliness, coating hardness, and curing completeness affect bond strength and durability.
Quality Control in Coil Coating Production
Stable production of camouflage color coated aluminum coils depends on both substrate control and coating process control. Important checkpoints include aluminum coil flatness, surface cleanliness, pretreatment weight, primer curing, topcoat thickness, oven temperature profile, gloss, color difference, adhesion, and packaging protection.
Typical validation tests include cross-hatch adhesion, T-bend, impact resistance, pencil hardness, solvent rub resistance, salt spray exposure, humidity resistance, accelerated UV aging, and visual inspection under standard light sources. For off-road vehicle body applications, additional attention is often given to scratch resistance, edge corrosion, and coating retention after forming.
Packaging should prevent abrasion between coil layers and protect the surface from moisture during storage and transportation. For patterned camouflage surfaces, protective film can be applied when subsequent cutting, forming, or assembly operations require additional surface protection.
-
Understanding the Coating Types of Color Coated Aluminum Coil
What Is Color Coated Aluminum Coil?Color coated aluminum coil is produced by applying one or multiple layers of organic coating onto an aluminum alloy substrate through continuous roll-coating followed by high-temperature curing.The coating is the core of
2025-12-01
-

Camouflage Color-Coated Aluminum Coil for Roofing Thickness 0.3mm-1.2mm
Camouflage color-coated aluminum coil for roofing, 0.3mm-1.2mm thick, with PE or PVDF coating, stable alloys, and durable surface patterns.
2026-06-11
-
0.4mm, 0.6mm, 0.8mm, 1mm Cold-Rolled Painted Aluminum Coil (1005, 1060, 1100, 3003)
Technical overview of 0.4mm-1mm cold-rolled painted aluminum coil in 1005, 1060, 1100 and 3003 alloys for roofing, ceilings and facade wall panels.
2026-07-02
Contact Directly
-

ADD: No.14 Waihuan Road, CBD, Zhengzhou, China
-

WhatsApp: +86-18703635966
-

E-MAIL: sales@alummc.com
